Ever wondered what makes plastic extrusion machines tick? A crucial component is the extruder screw, the heart of the machine’s performance! These screws aren’t just simple rods; they’re assembled from various specialized extruder screw elements like conveying, shearing, and mixing types.
Among the different extruder types, the intermeshing co-rotating twin-screw extruder is a real workhorse. In this article, your trusted partner, Rumtoo (a leading manufacturer of Laboratory Plastic Extruder & screw elements), will guide you through the various screw elements commonly used in these machines and explain how they impact the plastic extrusion process.
Getting to Know: Intermeshing Co-Rotating Twin-Screw Extruders
The screws in these popular extruders have some key characteristics that make them so effective:
The two screws spin side-by-side in the same direction, creating consistent shearing action. The intensity can be tuned by screw element combinations.
Material moves in a figure “∞” pattern between screws. The high relative speed and tight gaps ensure thorough mixing and uniform plasticization.
They act as dynamic chemical reactors for polymerization, grafting, and compounding (filling, toughening, reinforcing plastics).
Like toy building blocks, elements can be arranged to optimize screw designs for specific formulations.
Meet the Building Blocks: Types of Twin-Screw Elements
Generally, based on their structure and function, common screw elements fall into three main categories.
(1) Conveying Elements: The Movers
Conveying elements are primarily designed to move material along the barrel. Key design features include channel depth, lead, flight thickness, and clearance.

Decision Guide: Choosing the Right Lead
- Large Lead: High output, heat-sensitive materials, vent ports (degassing).
- Medium Lead: Balance between conveying and mixing; gradual pressure build-up.
- Small Lead: Melting zone for pressure building, efficiency, and stability.
(2) Shearing Elements: The Kneaders
Shearing elements (kneading blocks) apply high shear forces for mixing. They perform two main functions: Distributing (spreading) and Dispersing (breaking down). The Staggering Angle is crucial:
Helps material move forward. A larger angle generally means lower conveying capacity, but increases residence time and enhances mixing quality.
Hinders forward flow. It acts as a barrier, significantly increasing pressure and mixing intensity inside the barrel.

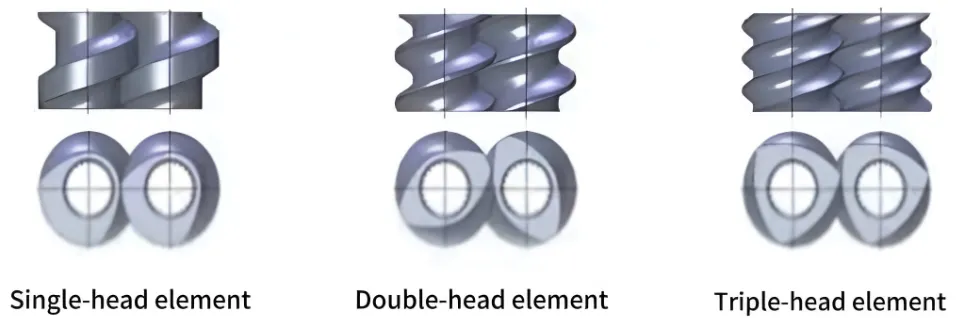
Head Count Comparison
Highest conveying efficiency, minimizes backflow. Smaller open volume.
Standard versatility. Good self-cleaning, uniform heating. Used for feeding & degassing.
Highest shear for intensive mixing. Flexible pressure control, but lower output.
(3) Mixing Elements: The Homogenizers
These are often toothed elements (straight or helical grooves). They disrupt flow to encourage material exchange between channels, promoting melt homogenization.

Putting It All Together: Combining Screw Elements
A complete extruder screw configuration is typically divided into functional sections. Here is the standard layout:
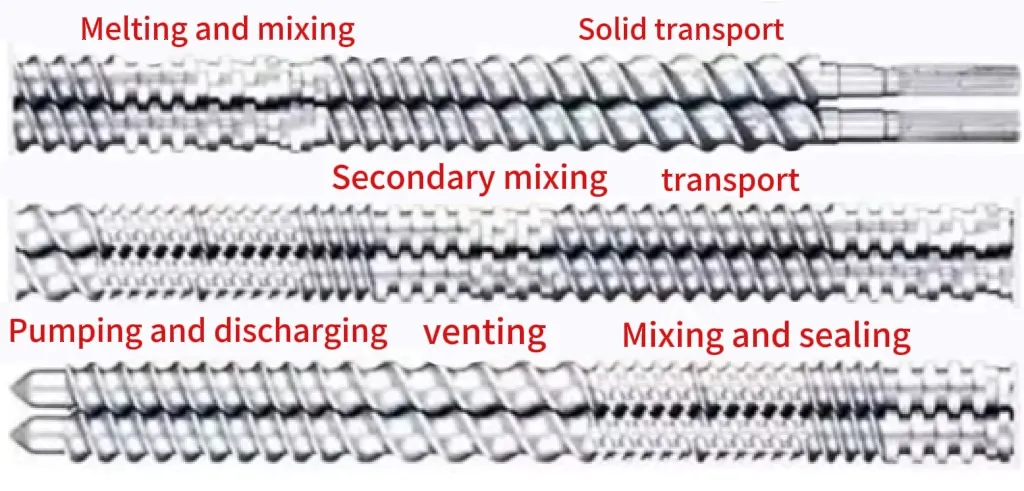
Use: Large lead conveying elements.
Use: Small lead elements + Kneading blocks.
Use: Kneading blocks & Toothed mixing elements.
Use: Large lead elements (deep channel).
Use: Small lead conveying elements.
In Summary
The screw elements and their arrangement are vital for twin-screw extruder performance. The right combination ensures efficient conveying, melting, mixing, and stable output.
At Rumtoo Machinery, we leverage deep technical expertise to provide high-performance twin-screw extruder solutions. Our machines meet the demanding precision of the modern plastics industry. By carefully selecting screw elements and using advanced manufacturing, we ensure reliability and durability.
We look forward to partnering with you to drive innovation in your plastics processing endeavors!