描述
Introduction:
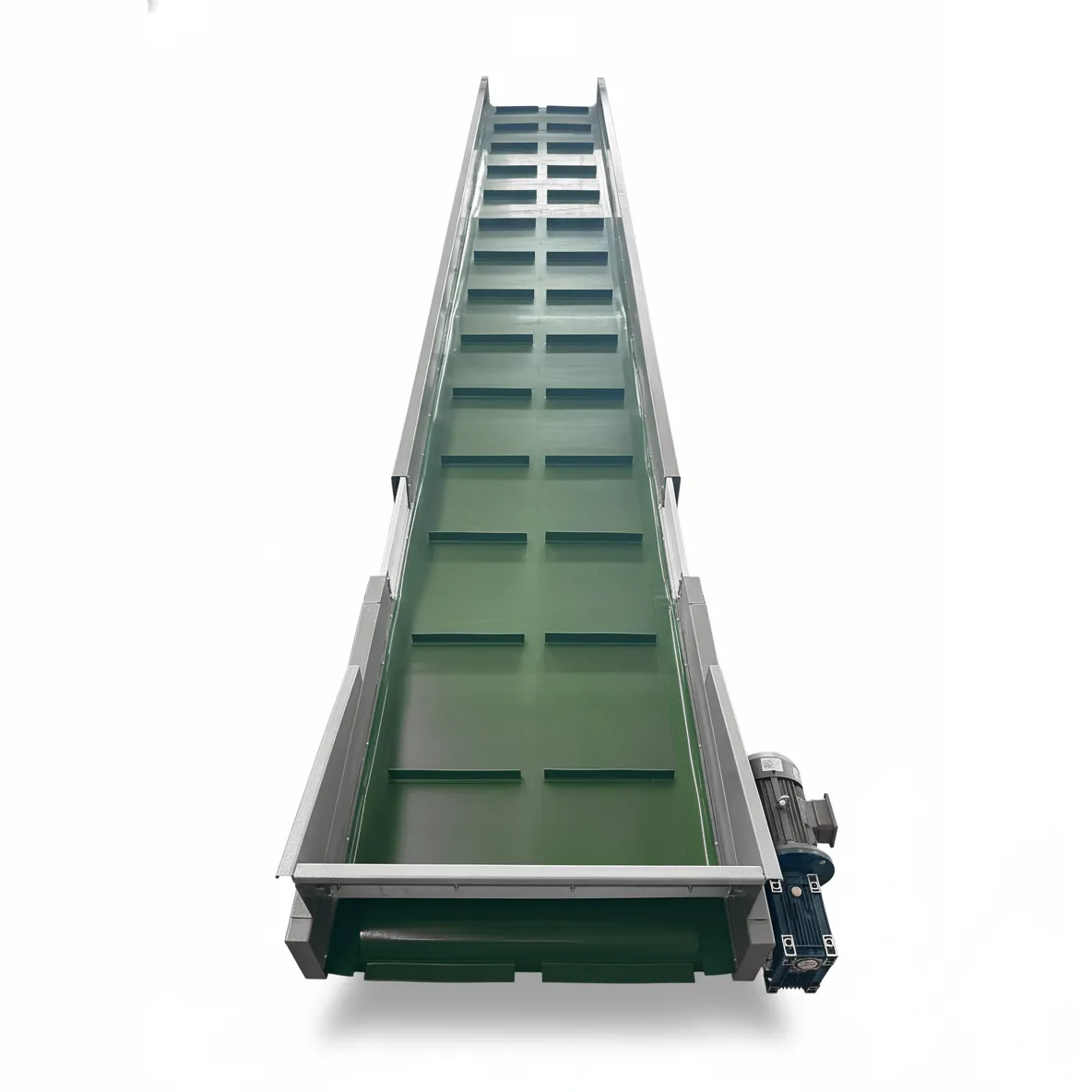
Belt conveyors are the workhorses of numerous industrial sectors, facilitating the transportation of materials over various distances with minimal effort. Designed for continuous operation, these robust systems significantly contribute to streamlining workflow and reducing operational costs.
Operational Mechanism: A belt conveyor consists of a continuous belt loop that travels between rollers actuated by an electrical motor1. The central mechanism involves a head pulley coupled with the motor, driving the conveyor, and a tail pulley at the loading end, aiding in the belt’s tensioning. The conveyor’s belt is supported along its length by idler rollers that prevent sagging and help in aligning the belt1.
Key Components:
- Head Pulley: Drives the conveyor by pulling the belt, located at the discharge end.
- Tail Pulley: Positioned at the loading end, aids in belt tensioning.
- Idler Rollers: Support the belt and load, prevent sagging, and align the belt.
- Conveyor Belt: The backbone of the system, designed to withstand loading impacts and provide the necessary tensile strength1.
Material Considerations: The choice of belt material is crucial as it affects the system’s longevity and performance. Common materials include polymers, rubber, and fabric like nylon or polyester, tailored to the specific industrial application. For instance, rubber belts are favored in mining and milling sectors due to their ability to handle bulk materials2.
Varieties of Belt Conveyors:
- Roller Bed Belt Conveyor: Ideal for both long and short-distance travel, featuring a surface of rollers under the belt that minimizes sagging3.
- Modular Belt Conveyors: Suitable for applications requiring unorthodox width configurations, these conveyors are non-metallic, easy to clean, and porous to gas and liquids, making them ideal for food and fluid handling4.
Applications:
The versatility of belt conveyors extends across numerous industries:
- Food Handling: Especially with modular belt conveyors, which are easy to clean and adjust for fluid drainage or retention5.
- Mining and Milling: Employing rubber belts to transport raw ore and aggregates.
- Grocery Stores: Often use PVC belts for handling a variety of products.
Conclusion:
Belt conveyors are a quintessential component in various industrial domains, ensuring smooth, continuous, and cost-effective operations. Their adaptability to diverse operational needs underscores their significance in optimizing the material handling processes. By choosing the appropriate conveyor system, industries can significantly enhance their operational efficiency and productivity.
Through a meticulous understanding of different belt conveyors and their operational principles, industries can make informed decisions, ensuring that the chosen system aligns well with their operational requirements and long-term goals.
WARRANTY
All recycling machines come with a 1 year limited warranty.
INQUIRIES
To get the latest prices and lead times, send us a message using the form below.
