Recycling Pelletizing Lines
Return to the main hub if you still need to compare film, rigid plastic, PET, foam, and compounding pelletizing routes.

Recycling Pelletizing Lines
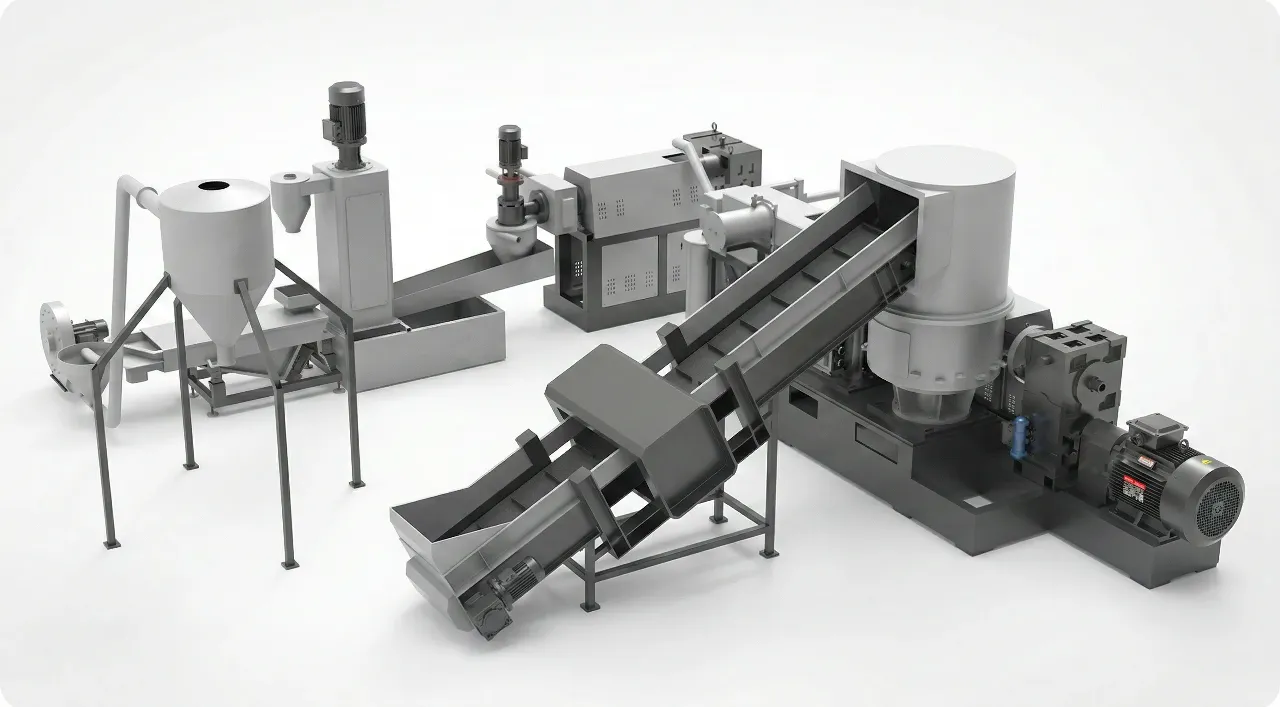
Six-model cutter-compactor pelletizing series (ML85–ML180, 150–1,200 kg/h) with integrated densifying, single-screw extrusion, venting, and water-ring or strand pelletizing for washed PE/PP film, raffia, and woven bags.
Buyers searching for a cutter compactor pelletizing line often compare the broader pelletizing hub and the rigid route before finalizing the correct process family.
Return to the main hub if you still need to compare film, rigid plastic, PET, foam, and compounding pelletizing routes.
Use this page instead when the feedstock is dense rigid flakes or hard regrind rather than washed film and raffia.
Relevant when upstream moisture reduction and bulk-density improvement need to be solved before film pelletizing line selection.
The core process logic is to turn unstable low-bulk-density film into a predictable melt and then into downstream-ready pellets.
The line starts with low-bulk-density PP PE film, woven bags, raffia, or similar soft scrap that would otherwise feed unevenly into a standard extruder.
Inside the cutter compactor, the material is reduced, pre-heated, and densified so the PP PE film pelletizing machine receives a more stable feed stream.
Moisture, ink volatiles, and contamination are removed through venting and filtration matched to the print load, washing quality, and pellet market requirement.
The finished melt is cut by water-ring or strand pelletizing, then cooled, dried, and screened into reusable plastic film pellets for downstream production.
Six models from 150 to 1,200 kg/h with integrated cutter-compactor, progressive screw design, and matched filtration for washed film recycling.
Film, raffia, and woven bags are cut, pre-heated, and densified inside the compactor (300–1,100 L) before entering the extruder — eliminating bridging and surging that plague direct-feed systems.
Six standard models (ML85–ML180) cover 150–1,200 kg/h. Choose the right compactor volume and extruder size for your film type, moisture level, and production target.
Single or double venting combined with the compactor pre-drying action handles residual moisture and ink volatiles from washed and printed film without separate pre-drying equipment.
Most film pelletizing failures come from feeding instability and moisture — not from extruder undersizing.
Fluffy washed film bridges, surges, and starves the extruder screw, causing uneven melt and pellet defects.
The integrated cutter-compactor cuts, pre-heats, and densifies film before the screw — delivering stable, consistent feed regardless of bulk density variation.
Residual moisture from washing causes bubbles, voids, and surface defects in finished pellets.
Compactor pre-drying plus atmospheric or vacuum venting on the extruder removes moisture before the die. No separate thermal dryer needed in most configurations.
Printed film releases ink volatiles that discolor pellets and create odor problems.
Enhanced venting zones extract ink volatiles during extrusion. Double venting configurations are available for heavily printed or laminated film.
Pellet quality varies between batches, making downstream use or resale unreliable.
Consistent compactor feed prep + matched filtration + water-ring or strand pelletizing produces repeatable pellet geometry, density, and melt quality batch after batch.
Film pelletizing buyers usually compare whether the line can tame fluffy washed film into a stable melt and a repeatable pellet stream.

The decisive configuration is often not only the extruder size. It is how the cutter compactor, venting, filtration, and pelletizer work together on low-density film feedstock.
The line should convert unstable fluffy feed into pellets with predictable shape, density, and handling behavior for storage, reuse, or sale.

Watch how washed PE/PP film is densified, extruded, filtered, and pelletized into high-quality recycled pellets.
Pelletize agricultural film, stretch film, shopping bags, and post-consumer washed film with better feeding stability.
Handle woven sacks, jumbo bag scrap, and raffia trims that need densifying before the melt section.
Create stable reuse pellets from fluffy film scrap where direct screw feeding would surge or bridge.
| Parameter | Specification | Notes | ||
|---|---|---|---|---|
| ML85-100 | 300 L / 37-45 kW | 85 mm (L/D 28-33:1) / 100 mm (L/D 10:1) | 55-75 kW | 150-200 kg/h |
| ML100-120 | 500 L / 55-75 kW | 100 mm (L/D 28-33:1) / 120 mm (L/D 10:1) | 90-110 kW | 250-350 kg/h |
| ML130-150 | 800 L / 90-110 kW | 130 mm (L/D 28-33:1) / 150 mm (L/D 10-12:1) | 132-160 kW | 400-550 kg/h |
| ML150-160 | 950 L / 110-132 kW | 150 mm (L/D 28-33:1) / 160 mm (L/D 12:1) | 185-200 kW | 500-650 kg/h |
| ML160-180 | 1100 L / 110-132 kW | 160 mm (L/D 28-33:1) / 180 mm (L/D 12:1) | 220-250 kW | 700-900 kg/h |
| ML180-200 | 1100 L / 160-185 kW | 180 mm (L/D 28-33:1) / 200 mm (L/D 12:1) | 280-315 kW | 900-1200 kg/h |
The above parameters are standard configurations. All specifications — including compactor volume, screw diameter, L/D ratio, and motor power — can be customized to your specific film type and output requirements.
| Decision Factor | Film Compacting Line | Hard Plastic Line |
|---|---|---|
| Feed Material | Washed PE/PP film, raffia, woven bags, stretch wrap | Rigid flakes, regrind, injection runners (HDPE, PP, ABS, PS) |
| Feed Density | Very low bulk density — requires cutter-compactor | High bulk density — force feeding or gravity feed |
| Key Equipment | Cutter-compactor (300–1,100 L) + single-screw extruder | Force feeder + single-screw extruder |
| Key Challenge | Volume reduction, moisture removal, ink volatile degassing | Melt filtration & contamination removal |
| Typical Throughput | 150–1,200 kg/h | 100–1,200 kg/h |
Film lines include a cutter-compactor to densify low-bulk-density film before extrusion. Hard plastic lines use force-feeding for dense rigid flakes. The compactor is the key differentiator — without it, fluffy film cannot be fed stably into the extruder.
In most cases, no. The cutter-compactor pre-heats and partially dries the film through friction and agitation. Combined with the extruder venting system, this handles typical residual moisture from washed film (5–15%). For extremely wet material, a mechanical squeezer upstream may be recommended.
Yes. Printed and laminated film releases ink volatiles during extrusion. The line can be configured with enhanced or double venting to extract these gases. Pellet color and odor depend on print load — contact Rumtoo with your specific film type for recommendations.
Selection depends on target throughput, film type, moisture level, and compactor volume needed. The ML85 (300 L compactor, 150–200 kg/h) suits smaller operations; the ML180 (1,100 L compactor, 900–1,200 kg/h) serves large-scale production. Contact Rumtoo with your material details.
Send your film type, washing condition, residual moisture, print load, target kg/h, and preferred pelletizing method for a matched PP PE film pelletizing machine proposal.
Go to Contact Form