Hard Plastic Pelletizing Line
For HDPE, PP, ABS, PS, and mixed rigid regrind where feeding is denser and filtration, venting, and melt stability drive line selection.

Recycling Pelletizing Hub
Use this parent page to compare cutter compactor pelletizing lines, rigid plastic pelletizing lines, water ring pelletizing lines, PET flakes pelletizers, EPS foam pelletizing lines, and twin-screw extruder systems before moving into a dedicated proposal.
Scroll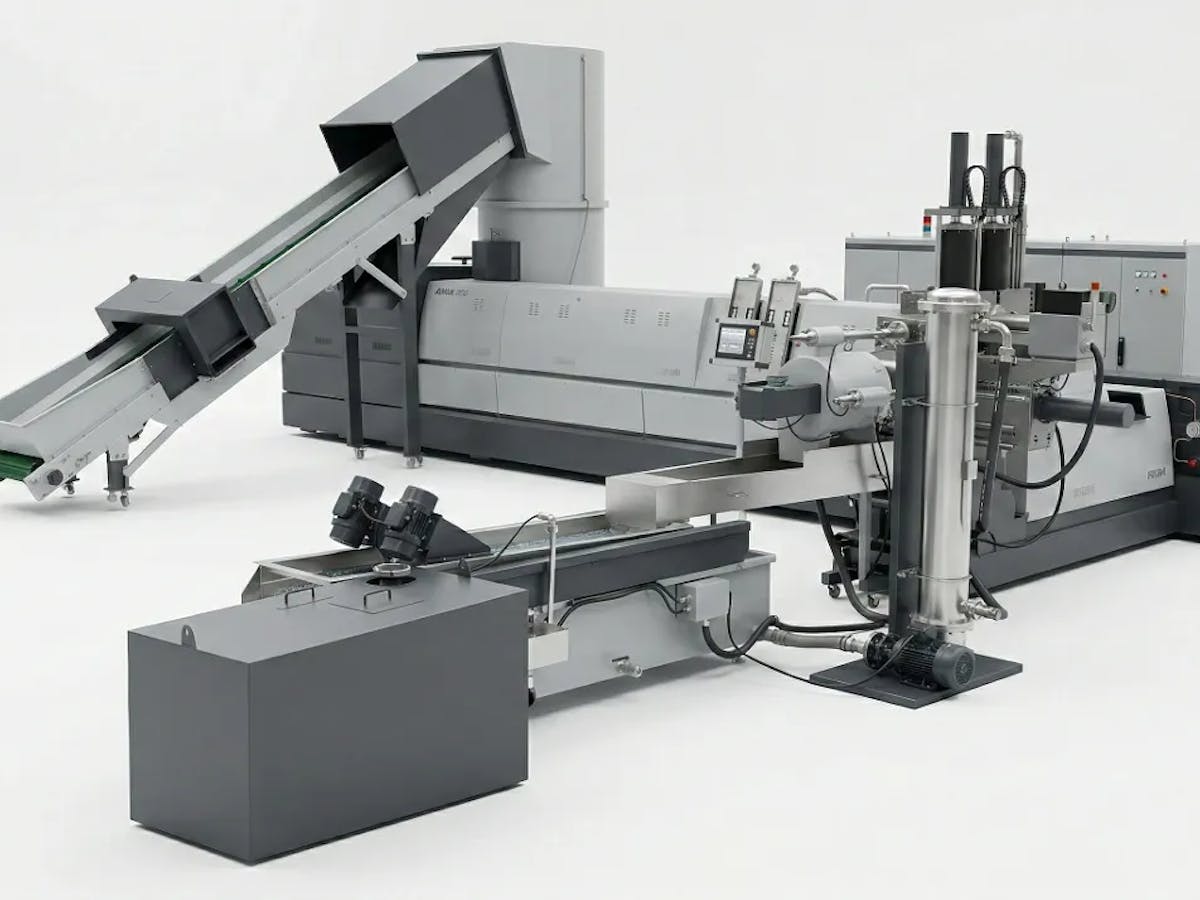
Use these focused pages when you already know whether your project is driven by rigid regrind or washed film and need a more specific route.
For HDPE, PP, ABS, PS, and mixed rigid regrind where feeding is denser and filtration, venting, and melt stability drive line selection.
For washed PE/PP film, woven bags, and raffia where low bulk density requires cutting, densifying, and stable extrusion feeding in one route.
For projects that still need engineering guidance on stage count, degassing, filtration, pelletizing method, and future capacity expansion.
Single-stage layouts suit cleaner or denser feedstocks with moderate venting needs. Double-stage routes are usually chosen when washed film, printed scrap, or higher contamination demand extra degassing and melt stabilization.
Water-ring pelletizing is common for PE and PP recycled polyolefins when rounded pellets and continuous cutting matter. Strand pelletizing is often preferred for stiffer materials or jobs where off-die cooling and cut separation are easier to control.
Sometimes, but only within a narrow material window. A shared line usually forces compromises in feeding, screw design, and filtration, so separate film and rigid routes are often more stable at production scale.
PET usually needs stricter drying and venting than polyolefins. Dedicated PET layouts or twin-screw systems become relevant when moisture sensitivity, IV control, or formulation demands are higher than a general-purpose line can comfortably manage.
There is no universal number because resin type, line design, and pellet target change the limit. The correct starting point is to define residual moisture, paper, metal, and fines after washing and then size filtration and vacuum around the real feedstock.
Start by fixing the feedstock family and pellet quality target, then leave room for larger drives, stronger filtration, and downstream cooling or conveying upgrades. Expansion works better when the process logic stays consistent across future stages.
Send material photos, hourly target, contamination level, and desired pellet application. Rumtoo can recommend the system family, stage layout, and pelletizing method that fit the job.
Request Pelletizing Line Proposal