0
Countries / Regions Served

Industrial Plastic Recycling Systems
From individual machines to turnkey washing and pelletizing plants. Factory-direct execution with global engineering support.
Trust Signals
0
Countries / Regions Served
0
Equipment & Line Projects
0
Engineering & Service Team
0
Industry Experience
Product Categories
Industrial shredders, crushers, and pulverizers for controlled particle preparation.
Learn MoreIntegrated washing modules for PET, films, and rigid streams with contamination control.
Learn MoreConfigured extrusion and pelletizing routes for stable recycled material output.
Learn MoreDesktop and pilot equipment for fast process validation and material development.
Learn MoreWhy Rumtoo
Process and equipment design focused on line stability, contamination control, and output consistency.
Installation, commissioning, and operator training support for international project deployment.
From line planning and module selection to startup and optimization under one engineering workflow.
Material-Based Solutions

High-purity PET flake routes for bottle, sheet, and fiber-grade downstream applications.
View Solution
Process architecture for soft, wet, and contaminated flexible plastic streams.
View Solution
Robust size reduction and conditioning route for HDPE, PP, and engineering rigid streams.
View Solution
Closed-loop workflows from print scrap to reusable pellets or filament feedstock.
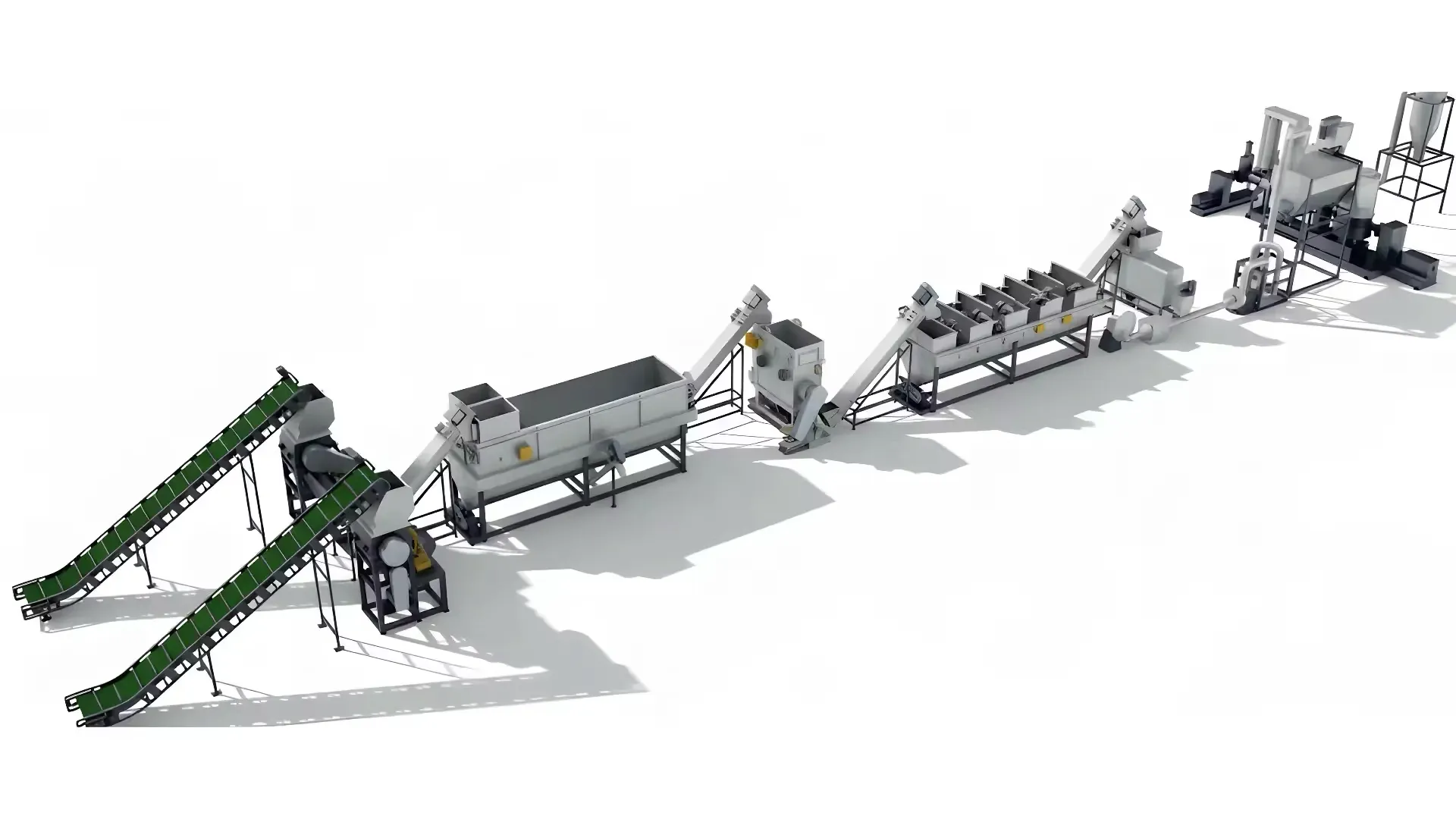
View SolutionMachine Process Flow
Stage 1
Bulky plastics are reduced into controlled-size feed suitable for continuous processing.
Stage 2
Multi-stage cleaning removes contaminants, labels, and mixed material fractions.
Stage 3
Mechanical and thermal modules stabilize moisture before extrusion and quality control.
Stage 4
Clean feed is converted into consistent recycled pellets for downstream manufacturing.
Trust & Content

A step-by-step technical guide to building a closed-loop filament recycling system using a desktop shredder and filament extruder. Covers each stage from plastic scrap to printable filament spool, with process parameters, quality benchmarks, and a realistic cost model.
Read Article
Not every recycling operation needs a 30 kW industrial shredder. This guide compares desktop and industrial plastic shredders across throughput, cost, footprint, noise, and use case — so you can match the right machine to your actual volume and avoid the most common sizing mistake in equipment procurement.
Read Article
A zig-zag air classifier uses a rising air column in a multi-stage angular channel to separate lightweight contaminants from heavier plastic flakes. This guide covers the separation principle, where to place the classifier in the recycling line, how to size it correctly, and the common mistakes that reduce purity or waste good flakes.
Read Article
A practical guide to recycling PLA, PETG, and ABS 3D printing scrap using a desktop shredder. Covers material sorting, shredding workflow, regrind quality control, and cost-benefit analysis for labs, makerspaces, and pilot recycling programs.
Read ArticleFrequently Asked Questions
Our industrial recycling systems process a wide range of materials including PET bottles, PE/PP agricultural films, rigid plastics (HDPE/PP), and 3D printing waste into high-quality reusable pellets.
Yes, we design, manufacture, and install complete turnkey lines covering shredding, washing, drying, and pelletizing, tailored to your specific feedstock and factory layout.
We ensure high-output purity through multi-stage friction washing, precise density separation, and advanced thermal drying and vacuum degassing during the extrusion phase.
Absolutely. Our heavy-duty shredders and specialized hot washing modules are engineered specifically to handle post-consumer waste with high levels of dirt, oil, and paper labels.
Yes, our global engineering team provides on-site installation, system commissioning, and comprehensive operator training worldwide to ensure your plant runs smoothly.
Tell us your material type and target throughput. We will return a modular line recommendation and deployment roadmap.